
發(fā)布日期:2022-11-05 09:44 瀏覽次數(shù):
《自動(dòng)噴水滅火系統(tǒng)》的本部分規(guī)定了自動(dòng)噴水滅火系統(tǒng)用涂覆鋼管的要求、試驗(yàn)方法、檢驗(yàn)規(guī)則、包裝、運(yùn)輸和貯存等。
本部分適用于應(yīng)用在自動(dòng)噴水滅火系統(tǒng)中公稱通徑不大于300mm的內(nèi)涂層材料為環(huán)氧樹脂的涂覆鋼管。
下列文件中的條款通過本部分的引用而成為本部分的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內(nèi)容)或修訂版均不適用于本部分,然而,鼓勵(lì)根據(jù)本部分達(dá)成協(xié)議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本部分。
GB/T 3091 低壓流體輸送用焊接鋼管(GB/T 3091-2008,ISO 559:1991,NEQ)
GB 5135.11 自動(dòng)噴水滅火系統(tǒng) 第11部分:溝槽式管接件
GB/T 7306.2 55°密封管螺紋 第2部分:圓錐內(nèi)螺紋與圓錐外螺紋(GB/T 7306.2-2000,eqv ISO 7-1:1994)
GB/T 8163 輸送流體用無縫鋼管(GB/T 8163-2000,EN 10216-1:2004,NEQ)
GB/T 9119 平面、突面板式平焊鋼制管法蘭(GB/T 9119-2000,neq ISO 7005-1:1992)
CJ/T 120-2008 給水涂塑復(fù)合鋼管(JWWA-K132-2004,WSP 039-2005,NEQ)
下列術(shù)語和定義適用于本部分。
3.1
基管 base pipe
進(jìn)行涂覆前的鋼管。
3.2
涂覆鋼管 coating steel pipe
以鋼管為基管,以塑料粉末(如環(huán)氧樹脂)為涂層材料,在其內(nèi)表面涂覆一層塑料層,在其外表面涂覆一層塑料層或其他材料防腐層的復(fù)合管。
4.1 分類
按涂覆形式分:
a)內(nèi)涂覆鋼管;
b)內(nèi)外涂覆鋼管。
4.2 型號(hào)編制
產(chǎn)品型號(hào)由產(chǎn)品代號(hào)、涂覆材料代號(hào)、涂覆形式、公稱通徑、基管類別等組成。
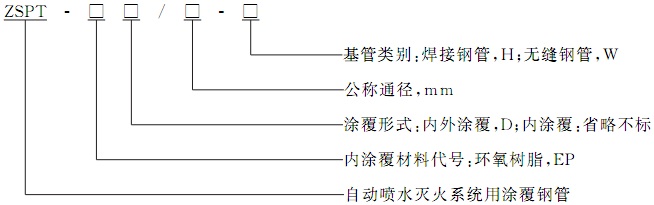
示例:
ZSPT-EPD/150-H表示基管為焊接鋼管、公稱通徑為DN150mm的環(huán)氧樹脂內(nèi)外涂覆鋼管。
5.1 外觀
5.1.1 涂覆層應(yīng)光滑平整,無劃痕、無裂紋及針孔和粘附異物等缺陷。
5.1.2 鋼管外涂覆層應(yīng)為紅色。
5.1.3 涂覆鋼管上應(yīng)有清晰、耐久性標(biāo)志,標(biāo)志內(nèi)容應(yīng)至少包括:產(chǎn)品型號(hào)、基管規(guī)格及壁厚、執(zhí)行標(biāo)準(zhǔn)、生產(chǎn)企業(yè)名稱或商標(biāo)、生產(chǎn)日期或批號(hào)等。
5.2 材料
5.2.1 基管
用于涂覆的鋼管的材質(zhì)、規(guī)格和尺寸應(yīng)符合GB/T 3091、GB/T 8163的規(guī)定。
5.2.2 涂覆材料
用于涂覆的環(huán)氧樹脂粉末應(yīng)符合相應(yīng)國(guó)家標(biāo)準(zhǔn)或行業(yè)標(biāo)準(zhǔn)的規(guī)定。
5.3 連接形式
帶有螺紋、法蘭、溝槽連接的涂覆鋼管,其連接形式應(yīng)符合GB/T 7306.2、GB/T 9119、GB 5135.11的規(guī)定。
5.4 涂層厚度
涂層厚度應(yīng)符合表1的規(guī)定。
表1 涂層厚度 單位為毫米
公稱通徑DN | 涂層厚度 |
DN≤65 | >0.30 |
DN≥80 | >0.35 |
5.5 針孔試驗(yàn)要求
按6.3規(guī)定的方法進(jìn)行針孔試驗(yàn),涂覆鋼管應(yīng)無電火花產(chǎn)生。
5.6 附著力要求
按6.4規(guī)定的方法進(jìn)行附著力試驗(yàn),涂層的附著力應(yīng)為(1~3)級(jí)。
5.7 抗彎曲性能
按6.5規(guī)定的方法進(jìn)行彎曲試驗(yàn),涂層應(yīng)無脫落、斷裂。
5.8 抗壓扁性能
按6.6規(guī)定的方法進(jìn)行壓扁試驗(yàn),涂層應(yīng)無剝落、斷裂。
5.9 抗沖擊性能
按6.7規(guī)定的方法進(jìn)行沖擊試驗(yàn),涂層應(yīng)無剝落、斷裂。
5.10 抗真空性能
按6.8規(guī)定的方法進(jìn)行真空試驗(yàn),涂層應(yīng)無脫落。
5.11 耐高溫性能
按6.9規(guī)定的方法進(jìn)行高溫試驗(yàn),涂層應(yīng)無脫落、隆起、開裂、剝離、損壞。
5.12 耐低溫性能
按6.10規(guī)定的方法進(jìn)行低溫試驗(yàn),涂層應(yīng)無脫落、損壞,試驗(yàn)后涂層附著力應(yīng)符合5.6的要求。
5.13 壓力循環(huán)
按6.11規(guī)定的方法進(jìn)行壓力循環(huán)試驗(yàn),涂層應(yīng)無脫落、損壞,試驗(yàn)后涂層附著力應(yīng)符合5.6的要求。
5.14 溫度循環(huán)
按6.12規(guī)定的方法進(jìn)行溫度循環(huán)試驗(yàn),涂層應(yīng)無脫落、損壞,試驗(yàn)后涂層附著力應(yīng)符合5.6的要求。
5.15 耐溫水老化
按6.13規(guī)定的方法進(jìn)行溫水老化試驗(yàn),涂層應(yīng)無脫落、損壞。
5.16 外表面性能
5.16.1 涂覆鋼管外表面為環(huán)氧樹脂涂層,應(yīng)符合5.4、5.5、5.6的規(guī)定。
5.16.2 涂覆鋼管外表面為熱鍍鋅層,應(yīng)符合GB/T3091的相關(guān)規(guī)定。
5.16.3 涂覆鋼管外表面為其他防腐材料涂層,應(yīng)符合相關(guān)國(guó)家標(biāo)準(zhǔn)或行業(yè)標(biāo)準(zhǔn)的規(guī)定。
6.1 外觀檢查
目測(cè)檢查涂覆鋼管的外觀質(zhì)量,判斷試驗(yàn)結(jié)果是否符合5.1的規(guī)定。
6.2 厚度測(cè)量
從涂覆鋼管的兩端取不同長(zhǎng)度的兩個(gè)橫斷面,在每個(gè)橫斷面用電磁測(cè)厚儀測(cè)量圓周上直交的任意四點(diǎn)的涂層厚度,判斷試驗(yàn)結(jié)果是否符合5.4的規(guī)定。
6.3 針孔試驗(yàn)
管段試件長(zhǎng)度約為1000mm,用電火花檢漏儀對(duì)鋼管涂層在規(guī)定試驗(yàn)電壓下進(jìn)行檢查,涂層厚度不大于0.4mm,試驗(yàn)電壓為1500V,涂層厚度大于0.4mm,試驗(yàn)電壓為2000V。檢查有無電火花產(chǎn)生,判斷試驗(yàn)結(jié)果是否符合5.5的規(guī)定。
6.4 附著力試驗(yàn)
附著力試驗(yàn)按CJ/T 120-2008中7.4.2進(jìn)行,判斷試驗(yàn)結(jié)果是否符合5.6的規(guī)定。
6.5 彎曲試驗(yàn)
DN≤50mm的涂覆鋼管進(jìn)行彎曲試驗(yàn)。管段試件長(zhǎng)度為(1200±100)mm。
在溫度為(20±5)℃的環(huán)境下,以鋼管公稱通徑的8倍為曲率半徑,彎曲角度為30°,在彎管機(jī)或模具上進(jìn)行彎曲。彎曲試驗(yàn)時(shí)管內(nèi)不帶填充物,焊縫位于彎曲主面的側(cè)面。
試驗(yàn)后,從彎曲圓弧的中部將試件剖開,檢查內(nèi)涂層,判斷試驗(yàn)結(jié)果是否符合5.7的規(guī)定。
6.6 壓扁試驗(yàn)
DN>50mm的涂覆鋼管進(jìn)行壓扁試驗(yàn)。管段試件尺寸長(zhǎng)為(50±10)mm。
在溫度為(20±5)℃的環(huán)境下,如圖1所示,將試件置于兩平板之間,在壓力試驗(yàn)機(jī)上逐漸壓縮至兩平板間距離為試件外徑的五分之四,壓扁時(shí)涂覆鋼管焊縫垂直于載荷施加方向。試驗(yàn)后,檢查內(nèi)涂層,判斷試驗(yàn)結(jié)果是否符合5.8的規(guī)定。
以上為標(biāo)準(zhǔn)部分內(nèi)容,如需看標(biāo)準(zhǔn)全文,請(qǐng)到相關(guān)授權(quán)網(wǎng)站購買標(biāo)準(zhǔn)正版。
