
發布日期:2022-11-07 14:28 瀏覽次數:
GB 15763的本部分規定了經熱處理工藝制成的建筑用鋼化玻璃的分類、技術要求、試驗方法和檢驗規則。
GB 15763的本部分適用于經熱處理工藝制成的建筑用鋼化玻璃。對于建筑以外用的(如工業裝備、家具等)鋼化玻璃,如果沒有相應的產品標準,可根據其產品特點參照使用本標準。
下列文件中的條款通過本部分的引用而成為本部分的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內容)或修訂版均不適用于本標準,然而,鼓勵根據本部分達成協議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本部分。
GB 9962-1999 夾層玻璃
GB 11614 浮法玻璃
GB/T 18144 玻璃應力測試方法
3.1 定義
鋼化玻璃:經熱處理工藝之后的玻璃。其特點是在玻璃表面形成壓應力層,機械強度和耐熱沖擊強度得到提高,并具有特殊的碎片狀態。
3.2 分類
3.2.1 鋼化玻璃按生產工藝分類,可分為:
垂直法鋼化玻璃:在鋼化過程中采取夾鉗吊掛的方式生產出來的鋼化玻璃。
水平法鋼化玻璃:在鋼化過程中采取水平輥支撐的方式生產出來的鋼化玻璃。
3.2.2 鋼化玻璃按形狀分類,分為平面鋼化玻璃和曲面鋼化玻璃。
生產鋼化玻璃所使用的玻璃,其質量應符合相應的產品標準的要求。對于有特殊要求的,用于生產鋼化玻璃的玻璃,玻璃的質量由供需雙方確定。
鋼化玻璃的各項性能及其試驗方法應符合表1相應條款的規定。其中安全性能要求為強制性要求。
表1 技術要求及試驗方法條款
名 稱 | 技術要求 | 試驗方法 | |
尺寸及外觀要求 | 尺寸及其允許偏差 | 5.1 | 6.1 |
厚度及其允許偏差 | 5.2 | 6.2 | |
外觀質量 | 5.3 | 6.3 | |
彎曲度 | 5.4 | 6.4 | |
表1(續)
名 稱 | 技術要求 | 試驗方法 | |
安全性能要求 | 抗沖擊性 | 5.5 | 6.5 |
碎片狀態 | 5.6 | 6.6 | |
霰彈袋沖擊性能 | 5.7 | 6.7 | |
一般性能要求 | 表面應力 | 5.8 | 6.8 |
耐熱沖擊性能 | 5.9 | 6.9 | |
5.1 尺寸及其允許偏差
5.1.1 長方形平面鋼化玻璃邊長允許偏差
長方形平面鋼化玻璃邊長的允許偏差應符合表2的規定。
表2 長方形平面鋼化玻璃邊長允許偏差 單位為毫米
厚 度 | 邊長(L)允許偏差 | |||
L≤1 000 | 1000<L≤2000 | 2000<L≤3 000 | L>3000 | |
3、4、5、6 | +1 -2 | ±3 | ±4 | ±5 |
8、10、12 | +2 -3 | |||
15 | ±4 | ±4 | ||
19 | ±5 | ±5 | ±6 | ±7 |
>19 | 供需雙方商定 | |||
5.1.2 長方形平面鋼化玻璃的對角線差
長方形平面鋼化玻璃的對角線差應符合表3的規定。
表3 長方形平面鋼化玻璃對角線差允許值 單位為毫米
玻璃公稱厚度 | 對角線差允許值 | ||
邊長≤2000 | 2000<邊長≤3000 | 邊長>3000 | |
3、4、5、6 | ±3.0 | ±4.0 | ±5.0 |
8、10、12 | ±4.0 | ±5.0 | ±6.0 |
15、19 | ±5.0 | ±6.0 | ±7.0 |
>19 | 供需雙方商定 | ||
5.1.3 其他形狀的鋼化玻璃的尺寸及其允許偏差由供需雙方商定。
5.1.4 邊部加工
邊部加工形狀及質量由供需雙方商定。
5.1.5 圓孔
5.1.5.1 概述
本條只適用于公稱厚度不小于4mm的鋼化玻璃。圓孔的邊部加工質量由供需雙方商定。
5.1.5.2 孔徑
孔徑一般不小于玻璃的公稱厚度,孔徑的允許偏差應符合表4的規定。小于玻璃的公稱厚度的孔的孔徑允許偏差由供需雙方商定。
表4 孔徑及其允許偏差 單位為毫米
公稱孔徑(D) | 允許偏差 |
4≤D≤50 | ±1.0 |
50<D≤100 | ±2.0 |
D>100 | 供需雙方商定 |
5.1.5.3 孔的位置
1) 孔的邊部距玻璃邊部的距離a不應小于玻璃公稱厚度的2倍。如圖1所示。
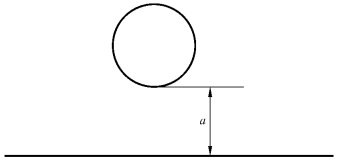
圖1 孔的邊部距玻璃邊部的距離示意圖
2)兩孔孔邊之間的距離b不應小于玻璃公稱厚度的2倍。如圖2所示。
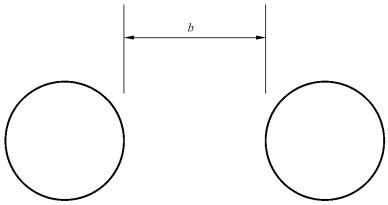
圖2 兩孔孔邊之間的距離示意圖
3)孔的邊部距玻璃角部的距離c不應小于玻璃公稱厚度d的6倍。如圖3所示。
注:如果孔的邊部距玻璃角部的距離小于35mm,那么這個孔不應處在相對于角部對稱的位置上。具體位置由供需雙方商定。
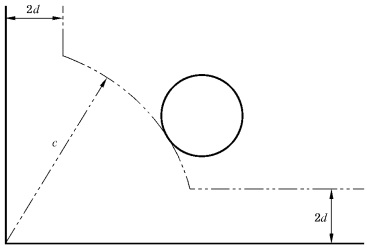
圖3 孔的邊部距玻璃角部的距離示意圖
以上為標準部分內容,如需看標準全文,請到相關授權網站購買標準正版。
